傳統的托輥生產過于耗時需改善工藝
發布時間:2015-08-26人氣:818
根據廠家主管曹先生,”采用傳統的托輥生產方法,它可能需要幾天的時間來打破的一部分,移動它到實驗室,它設定了被測量,測量托輥中心軸,然后返回到機床。以機械的手臂,整個測量過程可以在一個小時內完成,”廠家主管曹說。“加上我們有了使用激光掃描儀測量托輥,會比你用探針表面輪廓的一個更好的主意,”他說。“這是對航空航天工業特別重要,特別是如果部分暴露于空氣。”www.fjntsw.com
用接觸式探針,所采取的托輥x軸測量的程度取決于操作者的情節點數量。“即使是一千點,它不總計達50000點每平方英寸激光掃描,”追隨者說,補充說,標準三坐標測量機和便攜式武器可與掃描技術。“這就是為什么便攜式臂檢查配置文件很好。即使你使用激光掃描儀對托輥的三坐標測量機,你可以覆蓋更多表面移動手臂周圍的部分而不是重新定位它在桌子上。”
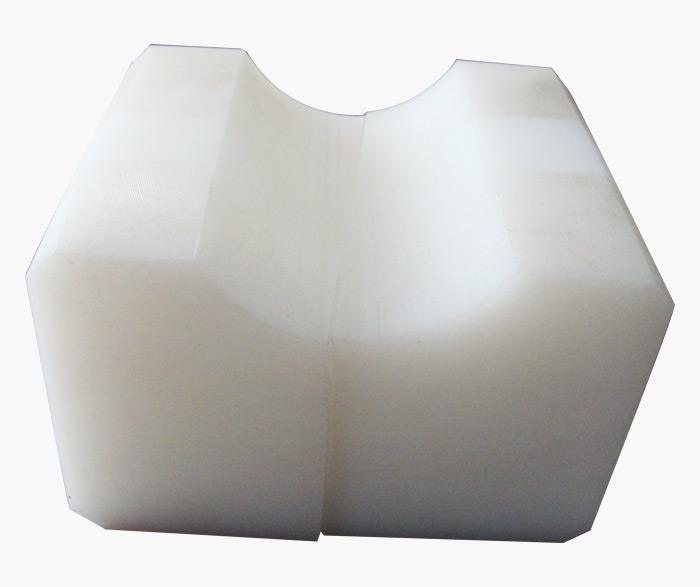
托輥生產廠家精確測量
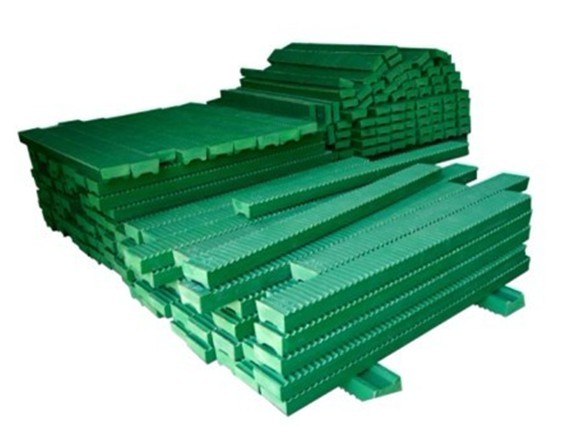
測量結果
那么怎么做的便攜式臂性能和標準CMM不同,而在這種情況下,你會選擇?答案,廠家主管曹先生說,涉及到合適的工作選擇正確的托輥測量工具。“我不會說它是如何用在其他地方,但我們看到這兩種技術都是非常有用的雖然是出于不同的測量原因,”他說。
例如,當托輥車間和實驗室滾筒測量是氣候控制,還有在工作區的溫度變化的門是打開的運輸和接收,使三坐標測量機的測量可以更準確。然而,通過采取測量機器無需從夾具中部分節省的時間可以做為中間判斷是否繼續加工的部分。在這種方式中,羅默的電動手臂有助于確定是否由一個標準CMM的最終檢驗托輥的標準是合理的。如果是這樣的話,一旦部分已經完成,它被移動到實驗室,首件檢查由公司質量總監進行。尺寸是記錄在打印或在最終報告驗證安裝精度。
另一個考慮的事實是,固定的CMM是可編程和可操作的計劃是獨立后創建的,而使用一個便攜式測量臂本質上是一個手動操作雖然可以在更短的時間內更容易完成。同時,觸摸探頭測量光澤時測量鉆孔深度和寬度,例如,當手臂,配備激光掃描儀,擅長檢查在部分表面的孔的位置和表面本身的條件。
然而最終,方法是由顧客的偏好和/或合同義務。雖然便攜式計量武器并不是新的專利申請曹偉先生,公司的創始人之一,該技術仍然是許多托輥廠家的制造商不熟悉。正因為此,山東生產廠家曹經理發現其新的投資回報。